

 : Customer Service : 086-455-1530 , Technical Support : 081-818-5394_______,
: Customer Service : 086-455-1530 , Technical Support : 081-818-5394_______, การดูแลบำรุงรักษาน้ำมันหล่อเย็นชนิดผสมน้ำ (WATER SOLUBLE FLUID MAINTENANCES)
วัตถุประสงค์ในการดูแลบำรุงรักษาน้ำมันหล่อเย็น
1) สามารถใช้น้ำมันหล่อเย็นที่มีคุณภาพดีและเหมาะสมตลอดเวลา
2) ทำให้การใช้งานของน้ำมันหล่อเย็นยาวนานขึ้น จึงสามารถยืดระยะเวลาในการเปลี่ยนถ่ายและประหยัดค่าใช้จ่าย
3) ทำให้ชิ้นงานมีขนาดและคุณภาพเป็นไปตามที่กำหนดตลอดเวลา
4) ทำให้อายุการใช้งานของมีดตัด (Tool life) เป็นไปตามที่กำหนด
5) ป้องกันปัญหาต่างๆ ที่อาจจะจะเกิดขึ้น เช่น การเกิดสนิมกับชิ้นงานหรือเครื่องจักร, การเน่าเสียก่อนระยะเวลาอันสมควร, การแพ้ของพนักงาน, ปัญหาเรื่องกลิ่นและละอองของน้ำมันหล่อเย็น
2) ทำให้การใช้งานของน้ำมันหล่อเย็นยาวนานขึ้น จึงสามารถยืดระยะเวลาในการเปลี่ยนถ่ายและประหยัดค่าใช้จ่าย
3) ทำให้ชิ้นงานมีขนาดและคุณภาพเป็นไปตามที่กำหนดตลอดเวลา
4) ทำให้อายุการใช้งานของมีดตัด (Tool life) เป็นไปตามที่กำหนด
5) ป้องกันปัญหาต่างๆ ที่อาจจะจะเกิดขึ้น เช่น การเกิดสนิมกับชิ้นงานหรือเครื่องจักร, การเน่าเสียก่อนระยะเวลาอันสมควร, การแพ้ของพนักงาน, ปัญหาเรื่องกลิ่นและละอองของน้ำมันหล่อเย็น
การตรวจสอบและการดูแลคุณภาพของน้ำมันหล่อเย็นนั้นถือเป็นสิ่งที่สำคัญมาก สภาพของน้ำมันหล่อเย็นควรได้รับการตรวจสอบและเฝ้าระวังปัญหา สิ่งที่ควรทำในการเฝ้าระวังได้แก่การตรวจสอบสภาพของระบบ, การตรวจวัดค่าพารามิเตอร์ต่าง ๆ ตั้งแต่ขั้นตอนการผสมน้ำมันหล่อเย็นดังต่อไปนี้

 1) การผสมน้ำมันหล่อเย็น (Mixing)
1) การผสมน้ำมันหล่อเย็น (Mixing)พฤติกรรมการผสมน้ำมันหล่อเย็นนั้นเป็นสิ่งที่ค่อนข้างสำคัญต่อประสิทธิภาพของการใช้งานและปริมาณการใช้ของน้ำมันหล่อเย็น ขั้นตอนการผสมน้ำมันหล่อเย็นที่ไม่เหมาะสม หรือไม่ถูกต้องจะทำให้ประสิทธิภาพการใช้งานของน้ำมันลดลง และทำให้ต้องสูญเสียน้ำมันในการผสมมาก วิธีการผสมน้ำมันหล่อเย็นที่ดีที่สุดคือ การผสมน้ำมันหล่อเย็นในภาชนะภายนอกเครื่องจักร เพื่อให้น้ำมันหล่อเย็นผสมรวมเป็นเนื้อเดียวกันมากที่สุดก่อนการเติมลงในเครื่องจักร
หมายเหตุ : การผสมน้ำมันหล่อเย็นและน้ำจะต้องผสมโดยการเทน้ำมันลงไปในน้ำอย่างช้าๆ และทำการกวนให้เข้ากัน ห้ามผสมโดยการเทน้ำลงไปผสมกับน้ำมันหล่อเย็น เพราะจะทำให้น้ำมันหล่อเย็นผสมน้ำได้ไม่ดีและรวมตัวกันเป็นก้อน หรือจะเกิดการแยกชั้นในระบบน้ำมันหล่อเย็น หรืออาจจะใช้วิธีการผสมน้ำมันหล่อเย็นโดยใช้เครื่องผสมอัตโนมัติ (Auto coolant mixer) เพื่อประสิทธิภาพในการผสมที่ดีกว่า
2) คุณภาพของน้ำที่นำมาผสมน้ำมันหล่อเย็น (Water Quality)
- ความกระด้างของน้ำ (Water hardness) น้ำที่เหมาะสมต่อการผสมกับน้ำมันหล่อเย็นควรจะความกระด้างระหว่าง 80-125 ppm. ถ้าหากใช้น้ำที่มีความกระด้างต่ำกว่า 80 ppm จะมีแนวโน้มในการเกิดฟองมากและถ้าหากน้ำที่มีความกระด้างมาก (มากกว่า 300 ppm.) จะมีปริมาณของแร่ธาตุต่างๆ ในน้ำมาก ซึ่งจะทำให้เกิดการแยกชั้นของน้ำมันหล่อเย็นหรือรวมตัวกันเป็นก้อนหากนำมาใช้ในการผสมน้ำมันหล่อเย็นหากมีปัญหาเรื่องน้ำกระด้าง แนะนำให้ติดตั้งระบบกรอง หรือระบบทำน้ำ Deionized (DI) หรือ Reverse Osmosis (RO) เพื่อประสิทธิภาพการใช้งานของน้ำมันหล่อเย็นที่ดี
คุณสมบัติของน้ำสำหรับผสมน้ำมันหล่อเย็นครั้งแรก (Initial Fluid Preparation)
- ความกระด้าง(Hardness) 80-125 ppm
- คลอไรด์, ซัลเฟต(Chloride ,Sulfates) < 50 ppm
- ฟอสเฟต (Phosphates) < 30 ppm
คุณสมบัติของน้ำสำหรับผสมน้ำมันหล่อเย็นครั้งแรก (Initial Fluid Preparation)
- ความกระด้าง(Hardness) 80-125 ppm
- คลอไรด์, ซัลเฟต(Chloride ,Sulfates) < 50 ppm
- ฟอสเฟต (Phosphates) < 30 ppm
 3) การตรวจสอบความเข้มข้นของน้ำมันหล่อเย็น (Fluid concentrations)
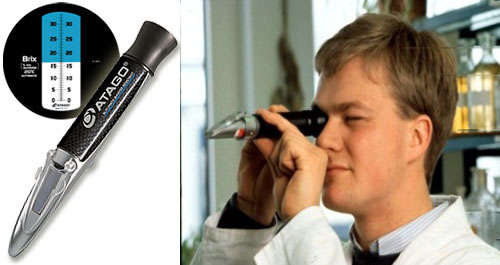
3) การตรวจสอบความเข้มข้นของน้ำมันหล่อเย็น (Fluid concentrations)การตรวจวัดความเข้มข้นโดยใช้กล้อง (Hand-Refractometer)
กล้อง Refractometer เป็นเครื่องมือที่หาซื้อได้ง่าย ราคาไม่แพง ที่สามารถใช้วัดความเข้มข้นของน้ำมันหล่อเย็น (% Brix) ได้อย่างรวดเร็ว และสามารถพกพาได้อย่างสะดวก ควรตรวจวัดความเข้มข้นของน้ำมันหล่อเย็นทุกวัน เนื่องจากความเข้มข้นของน้ำมันหล่อเย็นจะมีผลโดยตรงต่อประสิทธิภาพการใช้งานของน้ำมันหล่อเย็น ถ้าหากความเข้มข้นต่ำเกินไป จะส่งผลต่อประสิทธิภาพการหล่อลื่นของน้ำมันหล่อเย็นลดลง ทำให้ผิวงานไม่ได้ตามค่าที่ควบคุม อายุการใช้งานของมีดตัดลดลง (Short Tool life) หรือแม้กระทั่งจะส่งผลต่อการเกิดสนิมบนชิ้นงานหรือภายในเครื่องจักร หรืออาจทำให้น้ำมันหล่อเย็นเน่าเสียก่อนกำหนด เนื่องจากการเกิดแบคทีเรีย แต่ถ้าหากความเข้มข้นของน้ำมันหล่อเย็นสูงเกินไปกว่าที่กำหนดก็จะมีผลเสียเช่นกัน เช่นเกิดความสิ้นเปลืองมาก อาจจะเป็นสาเหตุของการระคายเคืองหรือแพ้ กลิ่นแรง หรือ ทำให้เกิดฟองมากขณะเครื่องจักรกำลังทำงาน
ค่า pH คือการวัดสภาวะความเป็นกรด-ด่างของของเหลวค่า pH ของของเหลวเท่ากับ 7 จะมีสภาพกลาง ค่า pH สูงกว่า 7 ขึ้นไปถึง 14 จะเป็นของเหลวที่มีฤทธิ์เป็นด่าง (Alkaline) และค่า pH ต่ำกว่า 7 จัดเป็นของเหลวที่มีฤทธิ์เป็นกรด ช่วงของค่า pH ที่เหมาะสมสำหรับน้ำมันหล่อเย็นประเภทผสมน้ำควรจะมีค่าอยู่ระหว่าง 8.5 – 9.5 หรือมีฤทธิ์เป็นด่างอ่อน ๆ ซึ่งจะเป็นช่วงที่น้ำมันหล่อเย็นมีประสิทธิภาพการชะล้างได้ดี ทั้งยังสามารถป้องกันการกัดกร่อน (Corrosion) ป้องกันการแพ้และการเจริญเติบโตของแบคทีเรีย และจุลินทรีย์อื่นๆ ได้ดี
ในกรณีที่ค่า pH ต่ำกว่า 8.5 ประสิทธิภาพของน้ำมันหล่อเย็นจะลดลง และจะทำให้เกิดปัญหาสนิม และการเจริญเติมโตของจุลินทรีย์ในระบบได้อย่างรวดเร็ว และในกรณีที่ค่า pH สูงกว่า 9.5 อาจจะก่อให้เกิดปัญหาการต่อผิวหนังได้ เช่นการแพ้ หรือการกัดกร่อนกับโลหะนอกกลุ่มเหล็ก (Non-Ferrous Metals)เช่น อลูมิเนียมอัลลอยล์
การวัดค่า pH สามารถทำได้โดยใช้กระดาษลิตมัส (Litmus paper) ซึ่งสามารถขอรับได้จากผู้จำหน่ายน้ำมันหล่อเย็น หรืออาจหาซื้อได้ตามบริษัทที่จำหน่ายอุปกรณ์การทดลองในห้องปฎิบัติการ ตัวอย่างของกระดาษทดสอบค่า pH แบบง่ายได้แสดงไว้ในภาพด้านล่าง หรือ อาจจะใช้พีเอชมิเตอร์ (pH Meters) ก็จะสามารถอ่านค่าได้ง่ายและมีความถูกต้องมากขึ้น การใช้กระดาษลิตมัสเป็นวิธีการตรวจสอบค่า pH ที่ทำได้ง่ายประหยัดและเป็นวิธีการตรวจเช็คค่า pH แบบคร่าว ๆ แต่ความถูกต้องอาจจะมีไม่มาก

ตัวอย่างของกระดาษทดสอบค่า pH แบบง่ายได้ที่นิยมใช้วัดค่า pH ของน้ำมัน
หล่อเย็นซึ่งสามารถวัดช่วง pH ระหว่าง 5-10
5.1) การกำจัดตะกอนจากฝุ่นผงโลหะจากระบบ (Particulate removal)
การสะสมตะกอนของฝุ่นโลหะหรือเศษกลึงในระบบจะทำให้ปริมาตรของถังพักน้ำมันหล่อเย็นมีขนาดลดลงจะมีผลต่อประสิทธิภาพการหล่อเย็นของน้ำมัน ทำให้สารเพิ่มคุณภาพเสื่อมสภาพอย่างรวดเร็วและทำให้เกิดสภาวะที่เอื้อต่อการเจริญเติบโตของแบคทีเรีย ทำให้มีผลต่อประสิทธิภาพการใช้งานน้ำมันหล่อเย็น เช่น ส่งผลต่อคุณภาพของผิวชิ้นงาน เกิดรอยขูดขีด และอายุการใช้งานของน้ำมันหล่อเย็นสั้นลงเนื่องจากเกิดแบคทเรียควรมีการวางแผนการกำจัดเศษจากภายในถังพักระบบน้ำมันหล่อเย็นอย่างน้อย 6 เดือนครั้ง หรือเร็วกว่านี้ อาจจะใช้วิธีการดูดน้ำมันหล่อเย็นออกมาพักด้านนอกก่อนแล้วทำความสะอาดถังพัก แล้วใส่น้ำมันหล่อเย็นกลับเช่นเดิมหากสภาพน้ำมันหล่อเย็นยังดีอยู่ หรืออาจจะทำการเปลี่ยนถ่ายใหม่เลย ถ้าหากสภาพน้ำมันหล่อเย็นไม่ค่อยดีนัก

5.2)การควบคุมคราบน้ำมัน (Tramp oil control)
Tramp oils คือคราบน้ำมันที่เกิดจากน้ำมันไฮโดรลิค น้ำมันหล่อลื่นรางเลื่อน (Slideway oils) หรือน้ำมันหล่อลื่นชนิดอื่นๆ ของเครื่องจักรและคราบน้ำมันที่เคลือบมากับชิ้นงาน เช่นน้ำมันกันสนิม และมีการลงไปผสมกับน้ำมันหล่อเย็นในถังพัก ซึ่งเป็นสาเหตุหลักของการเน่าเสียก่อนกำหนดของน้ำมันหล่อเย็นเนื่องจาก Tramp oils จะลอยอยู่บนผิวหน้าของน้ำมันหล่อเย็น (Floatout) ตอนที่เครื่องจักรหยุดทำงาน และจะปกคลุมผิวหน้าทำให้ไม่มีให้มีการแลกเปลี่ยนออกซิเจนได้ ซึ่งจะทำให้แบคทีเรียสามารถเจริญเติมโตได้ดีในสภาวะไร้ออกซิเจน คราบน้ำมันเหล่านี้จะเป็นแหล่งอาหารอย่างดีของแบคทีเรียจึงส่งผลให้เกิดการเน่าเสียของน้ำมันหล่อเย็น การป้องกันการปนเปื้อนและการกำจัด Tramp oils จึงเป็นสิ่งที่ต้องมีการควบคุม วิธีการควบคุม Tramp oils ที่ดีที่สุดคือการป้องกันการปนเปื้อนของ Tramp oils การบำรุงรักษาเชิงป้องกัน (Preventive maintenance) โดยบำรุงรักษาเครื่องจักรให้อยู่ในสภาพดีตลอดเวลาเพื่อป้องกันการรั่วซึมของน้ำมันหล่อลื่นเครื่องจักร เพื่อป้องกันปัญหาการปนเปื้อนของ Tramp oils แต่หากต้องมีการกำจัด Tramp oils จากระบบน้ำมันหล่อเย็นสามารถทำโดยวิธีการดูดคราบน้ำมันที่ลอยที่ผิวบนของน้ำมันหล่อเย็นด้วยปั้มลม (Vacuum Pump) หรือใช้การกำจัดแบบต่อเนื่องโดยใช้อุปกรณ์แยก Tramp oils ก็ได้ เช่น Oil Skimmer แบบ Belt skimmer หรือ Disc skimmer และ Oil Separator

ตัวอย่างของระบบน้ำมันหล่อเย็นที่มีการปนเปื้อนของ Tramp oils มาก
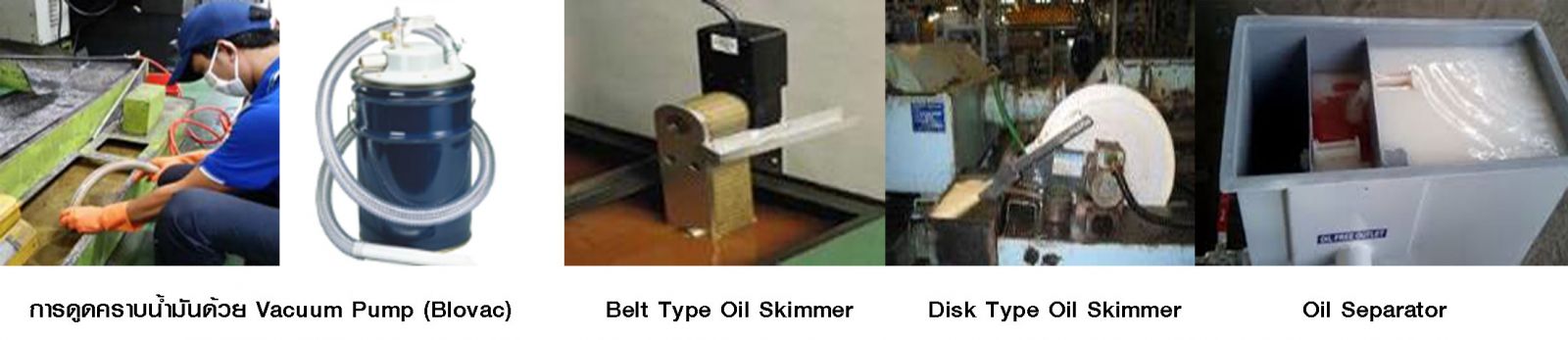
ตัวอย่างวิธีการกำจัดคราบน้ำมันปนเปื้อน(Tramp oil)
Contact Us
บริษัท สยามซีนอน จำกัด Head Office: 6/81 หมู่ 4 ถนน 345 ตำบลละหาร
อำเภอบางบัวทอง จังหวัดนนทบุรี 11110
______________________________
Warehouse: 41/1 หมู่ 5 ตำบลคลองขวาง
อำเภอไทรน้อย จังหวัดนนทบุรี 11150
Head Office: 6/81 หมู่ 4 ถนน 345 ตำบลละหาร
อำเภอบางบัวทอง จังหวัดนนทบุรี 11110
______________________________
Warehouse: 41/1 หมู่ 5 ตำบลคลองขวาง
อำเภอไทรน้อย จังหวัดนนทบุรี 11150
 02-9260145 (8 คู่สายอัตโนมัติ)
02-9260145 (8 คู่สายอัตโนมัติ)
 Customer Service : 086-455-1530 , Technical Support : 081-818-5394_______
Customer Service : 086-455-1530 , Technical Support : 081-818-5394_______
![]() INFO@SIAMXENON.COM
INFO@SIAMXENON.COM
Follow Us
